Industrial Vacuums for Food Manufacturing
Food manufacturing environments place unique demands on cleaning equipment. The vacuum that serves perfectly well in a general warehouse or engineering workshop is simply not suitable for a food production facility – not because it lacks suction, but because it was not designed with the hygiene, contamination, and compliance requirements that food production demands.
Getting this wrong has consequences beyond a failed audit. Inadequate cleaning equipment contributes to contamination incidents, allergen cross-contact, foreign body issues, and ultimately product recalls that damage both consumers and brands. The right vacuum is a food safety tool, not just a cleaning tool.
This guide focuses on non-ATEX food manufacturing applications. If your facility handles combustible food dusts – flour, sugar, starch, cocoa, spices, or grain – you may also need ATEX-certified equipment, which is covered in our dedicated ATEX Vacuums for Food Manufacturing article.
ATEX Vacuums for Food Manufacturing →
Why Food Manufacturing Needs Specialist Vacuums
Hygiene and Contamination Control
Food production areas must be cleaned to a standard that prevents microbiological contamination, physical contamination (foreign bodies), and chemical contamination. The vacuum itself must not introduce contamination risks. This means smooth, easy-to-clean surfaces with no crevices where bacteria can harbour. Stainless steel construction rather than painted steel or plastic that can chip, crack, or corrode. Food-safe materials throughout – no components that could degrade and contaminate products. Sealed construction that prevents collected waste from leaking back into the production environment.
Allergen Management
Allergen cross-contact is one of the most serious risks in food manufacturing. If a production line switches from a product containing nuts to a nut-free product, the cleaning process between runs must remove all traces of the allergen. Vacuums used in allergen-sensitive environments must be thoroughly cleanable, with no hidden areas where allergen residues can accumulate and later transfer to a different product.
Many food manufacturers operate colour-coded cleaning equipment regimes to prevent cross-contamination between production zones. Dedicated vacuums for each zone – clearly identified and never shared between allergen-different areas – are standard practice in well-managed facilities.
Audit Readiness
BRC Global Standards, SALSA, and other food safety certification schemes assess cleaning equipment as part of their audits. Auditors look for equipment that is fit for purpose in a food environment, properly maintained with documented service records, clean and stored appropriately when not in use, and consistent with the facility’s allergen management and contamination control procedures.
Using general-purpose industrial vacuums in audited production areas is a common audit finding. Purpose-built food-grade equipment demonstrates to auditors that cleaning is taken seriously and that the facility has invested in appropriate controls.
Stainless Steel: The Foundation of Food-Safe Design
Stainless steel is the standard material for food manufacturing equipment because it does not corrode in wet or acidic environments, has no pores or crevices where bacteria can harbour, can be cleaned and sanitised effectively, does not chip, flake, or degrade into food products, and withstands the cleaning chemicals used in food production.
Nilfisk’s VHW range is constructed entirely from stainless steel – tank, chassis, and contact surfaces. This is not a stainless steel tank bolted to a painted frame. It is a fully stainless construction designed from the ground up for food manufacturing environments.
CFM’s Food Manufacturing Range
CFM stocks the full Nilfisk VHW stainless steel range:
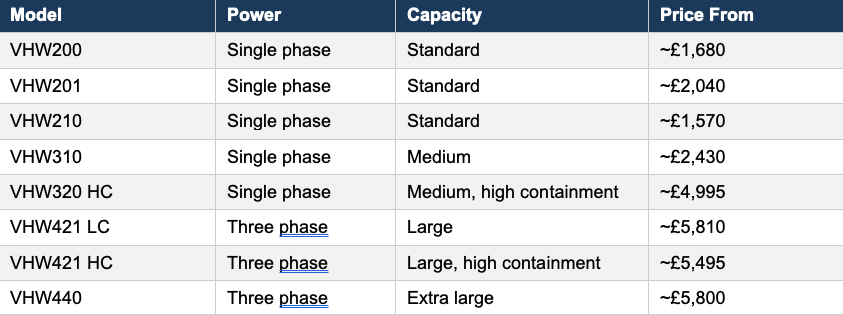
The range spans from compact single-phase units ideal for smaller production areas through to large three-phase machines for high-volume food processing environments. HC (High Containment) models offer enhanced safe disposal for more sensitive applications.
Key Selection Factors for Food Manufacturing
When choosing a vacuum for food production, consider what you are collecting. Dry ingredients and dust require different filtration from wet spills and washdown residue. The Nilfisk VHW vacuum range handles both wet and dry, but your primary application influences the specification. Production area size and layout determine whether single-phase portability or three-phase power and capacity is more appropriate. Cleaning regime frequency matters: if the vacuum runs frequently throughout production, three-phase continuous-duty capability avoids the limitations of single-phase intermittent use. Allergen zones may require dedicated machines for each zone, which influences how many units you need and at what specification level. Safe disposal requirements depend on what you are collecting and whether the waste needs contained disposal.
Maintenance in Food Environments
Maintaining vacuum equipment in food manufacturing has additional considerations beyond standard servicing. The machine itself must be cleaned regularly, not just serviced mechanically. Filters must be checked and replaced on schedule to maintain both suction performance and hygiene. Hoses, nozzles, and accessories must be inspected for damage that could harbour bacteria or create contamination risks. Service records should be maintained as part of your food safety documentation, ready for audit.
CFM’s service team understands the specific requirements of food manufacturing environments and can build a maintenance programme that supports both equipment performance and food safety compliance.
✔ Free site visit — we’ll assess your facility and recommend the right solution
✔ Call us — 01677 426699 for immediate expert advice
✔ View our range — 75+ Nilfisk industrial vacuums in stock
Request Free Site Visit | View Industrial Vacuum Range | Call 01677 426699